Стальные фланцы под приварку. Монтаж фланцев стальных приварных.

Монтаж фланцев стальных приварных
Фланцевое соединение - вид разъёмного соединения участков трубопровода. Приварка стальных фланцев может осуществляться в режимах ручной и полуавтоматической сварки. Приварка фланцев может производиться под флюсом в полуавтоматическом режиме. Для повышения уплотнения фланцевого соединения может производиться развальцовка или отбуртовка конца трубы.
Дата публикации: 10 октября 2011
Содержание
1. Соединение участков трубопровода
1.1 Фланцы как стандартные разъёмные соединения трубопроводов
2.1 Ручная дуговая приварка фланцев
2.2 Контактная приварка фланцев
3. Полуавтоматическая приварка фланцев под слоем флюса
4. Развальцовка и отбуртовка труб
5. Проточка фланцев и подрезка под головки болтов и гайки
6. Заключение
Соединение участков трубопровода
Соединения труб выполняются неразъемными и разъемными.
Неразъемное соединение труб или отдельных частей трубы (прямой участок и стандартные колена) — это соединение, в котором не имеется фланцев, муфт, ниппелей и пр.
Неразъемные соединения осуществляются при помощи сварки и пайки и применяются ограниченно, по специальному согласованию. Внедрение новых высокопроизводительных методов автоматической и полуавтоматической сварки значительно расширяет возможности применения автоматической сварки приварных фланцев и пр., а также дает экономию времени и средств при изготовлении и монтаже деталей трубопроводов.
↑ В начало
Фланцы как стандартные разъёмные соединения трубопроводов
Разъёмное соединение выполняется при помощи фланцев, штуцеров, фитингов, дюритовых муфт и пр.
Фланцы в основном применяются для труб диаметром больше 30—32 мм. Фланцы ставятся круглые и овальные. Овальные применяются только в переговорных системах, на сточных и воздушных трубах; в остальных случаях производится круглые фланцы. Круглые фланцы бывают жесткими (фланцы стальные приварные встык и фланцы плоские) и свободносидящими (свободные фланцы ГОСТ 12822-80).
Жесткие фланцы наглухо привариваются к трубе; фланцы свободные с трубой жестко не соединены и могут по ней перемещаться.
Жесткие фланцы применяются для соединения стальных труб и в тех случаях, когда применение свободносидящих (свободных) фланцев не приводит к упрощению монтажных работ.
Фланцы изготовляются из стали, латуни и бронзы; они являются стандартными деталями трубопроводов, поэтому изготовление их специализировано.
↑ В начало
Приварка фланцев стальных
Ручная дуговая приварка фланцев
Широко применяемый в настоящее время метод ручной электродуговой приварки стальных фланцев весьма трудоёмок и не обеспечивает нужного качества сварного шва.
В силу этого приходится применять развальцовку, также не обеспечивающую требуемой прочности соединения.
↑ В начало
Контактная приварка фланцев
В случае применения фасонных фланцев, т. е. фланцев с буртом, можно рекомендовать автоматический контактный метод приварки фланца к трубе.
Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Эффективность применения контактной приварки по сравнению с дуговой ручной видна из таблицы 1.
| Операция | Время приварки фланца, мин. | |||||
| к трубе Ду 15 мм | к трубе Ду 100 мм | к трубе Ду 400 мм | ||||
| ручная электродуговая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | |
| Сборка для ручной приварки фланца | 3 | — | 6,0 | — | 12 | — |
| Сварка дуговая ручная | 3 | — | 8,5 | — | 24 | — |
| Сборка в контактной машине | — | 1,0 | — | 2,5 | — | 4 |
| Сварка в контактной машине | — | 0,5 | — | 1,0 | — | 2 |
| Общее время сварки | 6 | 1,5 | 14,5 | 3,5 | 36 | 6 |
Метод контактной приварки универсален, так как позволяет производить приварку фланцев к трубам, имеющим различную толщину стенок и различные сечения.
В табл. 2 приведены данные о применяемой аппаратуре и площадях сечений приварных деталей трубопроводов.
| Марка аппарата стыковой сварки | Площадь сечения свариваемых деталей, мм2 | |
| минимальная | максимальная | |
| АСА-30 | 113 | 490 |
| АСА-60 | 176 | 1880 |
| АСА-70 | 190 | 2100 |
| АСА-100 | 207 | 2500 |
↑ В начало
Указанные в табл. 2 машины необходимо снабжать специальными зажимными устройствами, обеспечивающими надёжность сжатия и центровки свариваемых деталей, а также подвода тока к ним (например, приспособления со съемными губками для захвата фланцев различного диаметра).
Режим приварки может быть рекомендован тот же, что и для сварки труб встык. Внутренний грат при приварке фланцев удаляют оправкой с двумя сменными резцами, установленными на цилиндрической выточке стержня. Удаление производят при горячем шве. Наружный грат удаляют ручником при горячем шве с последующей зачисткой.
Последовательность процесса приварки фланцев рекомендуется следующая:свариваемые изделия укладывают в губках машины; подвижную губку отводят в исходное положение; стыкуемые торцы сводят вместе и закрепляют в губках.
Затем установленные изделия подогревают до температуры 800—900°C. При этой температуре происходит оплавление торцов (детали непрерывно сближают, до перехода от оплавления к осадке). С этого момента, увеличивая скорость передвижения механизма подачи, производят осадку.
Когда сварной шов достигнет необходимой величины осадки, срабатывает автоматический выключатель, ток выключается и процесс приварки на этом заканчивается.
Газовая приварка стальных фланцев обеспечивает достаточную прочность и плотность соединений, но весьма неэкономична (значительная трудоёмкость работ при высокой квалификации газорезчиков; большой расход ацетилена и кислорода).
Автоматическая приварка фланцев качественными электродами, равно как и приварка фланцев автоматом под слоем флюса, не могут быть рекомендованы ввиду:
- высокой трудоемкости работ, особенно при сварке труб со сложной кривизной;
- возможности прожога шва при работе с трубами, имеющими толщину стенок менее 5 мм.
Наиболее приемлемым способом приварки фланцев следует считать контактный. Преимуществами его перед другими способами являются:
- высокая производительность;
- автоматизация процесса;
- высокое качество шва;
- отсутствие дополнительных расходных материалов (электродов, газов и т. д.);
- возможность использования отечественного оборудования.
↑ В начало
Полуавтоматическая приварка фланцев под слоем флюса
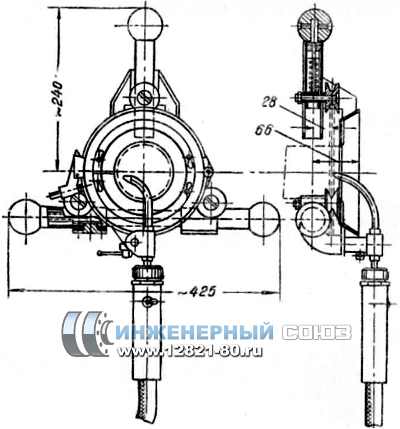
Рис. 1. Полуавтомат для приварки фланцев
под слоем флюса.
Уже довольно давно нашел применение прогрессивный способ приварки стальных фланцев к трубам и переборочным стаканам — способ приварки полуавтоматом под слоем флюса.
Основным конструктивным узлом полуавтомата (рис. 1) является каретка с электродом, вращающаяся вокруг неподвижной трубы. Вращение каретки осуществляется вручную. Электрод подается по гибкому шлангу (так же, как в шланговом полуавтомате ПШ-5). На рис. 2 показан переборочный стакан, сваренный полуавтоматом.
Режим сварки следующий: сварочный ток 240—320 А, напряжение дуги 20—25 В, скорость подачи 100 м/час, угол наклона электрода к вертикали 30°.
Флюс применяется АН-348-Ш или АН-348 мелкой грануляции. Ток целесообразно применять постоянный; проволока марки IA по ГОСТ 2246—43 диаметром 2 или 4 мм. Полуавтомат допускает одновременно наложение двух сварочных швов.
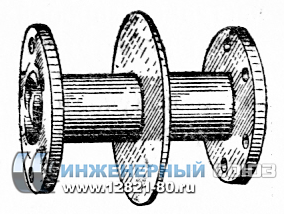
Рис. 2. Переборочный стакан с фланцами,
сваренный полуавтоматом.
↑ В начало
Развальцовка и отбуртовка труб
Развальцовку конца трубы, входящего во фланец, делают для того, чтобы повысить уплотнение и обеспечить непроницаемость
фланцевого соединения. Общий вид развальцованной трубы с фланцем показан на рис. 3.
При изготовлении фланца в нем делают желобок-выточку, куда при развальцовке входит металл трубы. Вальцуемый участок трубы должен плотно лечь в выточку фланца.
Операцию развальцовки производят на специальных станках или приспособлениях. Одна из конструкций станка для развальцовки труб показана на рис. 4. Конец трубы 1 зажимают в тисках 2 при помощи винта 3. Поворотом маховичка 4 производят нужную установку вальцующего механизма 5. Трубу подводят (и отводят) к вальцующему механизму при помощи штурвала 6. Вращение патрона 7 с укрепленными на нем вальцующими приспособлениями осуществляется при помощи электродвигателя 8.

Рис. 3. Развальцованная труба с фланцем.

Рис. 4. Развальцовочный станок.
1—конец трубы, подлежащий развальцовке; 2—тиски;
3—зажимной винт; 4—маховичок для установки вальцующего механизма;
5—вальцующий механизм; 6—штурвал для подводки и отводки вальцуемой трубы;
7—патрон; 8—электродвигатель; 9—суппорт.
На рис. 5 изображен процесс развальцовки.
Отбуртовку, применяемую для соединений значительного количества красномедных труб, а также для некоторых типов фланцевых соединений стальных труб производят в соответствии с назначением трубопровода и характером соединения.
Отбуртовку выполняют для обеспечения плотного прилегания кромки трубы к фаскам фланцев или колец по всему их периметру.

Рис. 5. Процесс развальцовки трубы.
1—вальцуемая груба; 2—зажимные тиски;
3—вальцующее приспособление; 4—фланец с желобками.
Отбуртованная кромка трубы должна перекрывать фаску фланца или приварного кольца по всей окружности. Трещины, надрезы, рванины на поверхности отбуртовки не допускаются.
Отбуртовку производят вручную или при помощи специальных приспособлений. Второй способ предпочтительнее, как более экономичный и производительный. Развальцовка и отбуртовка контролируются отделом технического контроля.
↑ В начало
Проточка фланцев и подрезка под головки болтов и гайки
После приварки производят проточку фланцев, чтобы устранить коробление, получающееся при сварке. Толщина снимаемого слоя на рабочих поверхностях фланцев не должна быть больше 1 мм. Одновременно с этим производят подрезку выступающих кромок трубы, образовавшихся после отбуртовки или развальцовки.
Если на поверхности фланцев до проточки имелись уплотнительные канавки, то после проточки их необходимо восстановить.
Проточку фланцев можно производить либо на горизонтально-расточном станке, либо с помощью специальных приспособлений.
Чтобы обеспечить плотное прилегание гайки или головки болта к тыльной стороне фланца при монтаже труб, необходимо фланец подрезать.
Подрезка мест прилегания гаек (вместо болтов могут применяться шпильки для фланцевых соединений) или головок болтов не должна иметь глубину более 1 мм; при этом плоскость торцовки должна быть параллельна присоединительной плоскости фланца. Подрезку обычно производят подрезным резцом на расточном станке с помощью оправки или специального приспособления.
При применении свободных фланцев проточке подвергаются торцовые поверхности приварных колец. Проточка фланцев контролируется отделом технического контроля.
↑ В начало
Заключение
При монтаже фланцев используются методы сварки различного уровня автоматизации. Монтаж фланцев, выполненный последовательно, гарантирует герметичность соединения.
↑ В начало
Список литературы
- В. Е. Патон Полуавтомат для приварки фланцев к трубам // Автоматическая сварка, № 4 (13), 1950, изд. АН УССР....
- Жданов В. А., Цегельский В. Л. Технология сборки и сварки стальных магистральных трубопроводов.. – М.-Л. : Гостоптехиздат, 1949.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.