Технологии производства фланцев методом электрошлакового переплава. Литейное производство деталей трубопроводов.

Процесс центробежного литья деталей вращения
Описание модели установки электрошлакового переплава, при помощи которой изготавливаются заготовки детали вращения: отливки фланцев, заглушек, втулок, колец, переходов.
Дата публикации: 16 сентября 2011
Содержание
Никогда не предполагал, что придётся писать что-либо на производственную тему. А, вот видишь, пришлось. Так судьба распорядилась, что с литейным производством меня связывает не один год производственной деятельности, а целых 20. Ну, я думаю, должен накопиться определённый опыт в этой сфере, которым и хотелось бы поделиться со всеми.
Работа в литейке, как в химической лаборатории, – жутко интересно. И если бы это ещё приносило и материальные выгоды, ну тогда…
В последнее время наиболее распространённым видом литейного производства у нас в городе стало изготовление деталей трубопроводов методом электрошлакового переплава металла с последующим получением заготовки в металлическом кокиле. Длинное название, не правда ли? На самом деле: «Не так страшен черт как его малюют». Поэтому, давайте посмотрим вместе, что это такое.
Что бы изготовить какую бы то ни было деталь из железа, сначала нужно получить приемлемую заготовку и сделать из неё нужную деталь: фланец, заглушку или стальной переход. Для получения всевозможных заготовок и необходимо литейное производство.
Способов и методов переплава и литья металла очень много, поэтому будем рассматривать только один метод.
↑ В начало
Электрошлаковый переплав
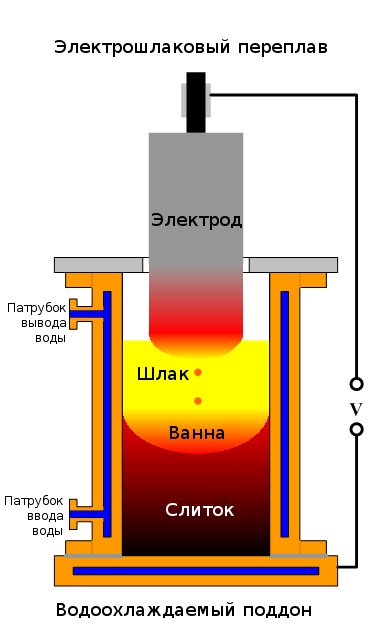
Рисунок 1. Схема электрошлакового переплава
Метод электрошлакового переплава для изготовления фланцев, заглушек, втулок и других деталей вращения заключается в переплаве расходного электрода в слое жидкого шлака (t=2000 C°) с последующей отливкой, как говорилось выше, в металлический кокиль. Для этого необходима специальная установка для переплава металла, накапливания его и кристаллизации в специальной форме.
В упрощенном варианте она будет состоять из следующих частей:
- Эстакада является каркасом на котором крепятся узлы и механизмы силовой и вспомогательной части оборудования.
- Кантователь удерживает сменный тигель в рабочем положении и помогает производить слив расплава.
- Сменный технологический тигель — ёмкость для накопления жидкого металла, его транспортировки и слива в форму.
- Защитный кожух защищает рабочий персонал и оборудование от повреждений в аварийных ситуациях.
- Центробежная машина передает вращательное движение от электродвигателя технологической форме.
- Колонна предназначается для удержания технологического электрода, также является основанием для установки каретки.
- Оборудование управления — силовой шкаф, аппаратура контроля и управления.
- Система охлаждения — ёмкость с фланцами сосудов, система трубопроводов, переключающие и предохранительные устройства, насосная станция.
↑ В начало
Эстакада
Есть множество видов конструкций эстакад, это зависит от требований и запросов производства. На мой взгляд, в наиболее приемлемом варианте конструкция должна выполнять несколько функций. Это смотровая площадка для персонала, с которой можно проводить и ремонтные работы, и закрепление (или снятие) технологического электрода, установка силового оборудования (трансформатор, шкаф управления, механизм подачи каретки, токопроводящие шины).
Устанавливается эстакада на бетонный фундамент и крепится анкерными болтами. Подъем на эстакаду осуществляется при помощи лестничных маршей (смонтированы они прямо на эстакаде).
Сама эстакада может быть выполнена как каркас из металлических швеллеров, но в процессе эксплуатации всё равно приходится защищать саму конструкцию и механизмы, находящиеся в ней, от попаданий брызг металла и шлака. Поэтому целесообразно обшивать низ эстакады защитными металлическими листами.
↑ В начало
Кантователь
Кантователь тоже должен выполнять несколько функций. Он является основанием (ложементом) для установки сменных технологических тиглей и в тоже время опорой при опрокидывании тигля для слива жидкого расплава.
К кантователю с фронтальной стороны крепится технологическая защита (кожух), а сбоку устанавливается смотровая площадка для оператора. Устанавливается кантователь на бетонное основание и закрепляется при помощи анкерных болтов или шпилек и гаек. И, поверьте, это не излишняя осторожность. Жидкий металл имеет температуру свыше 1500 С° и маленькой струйки достаточно, чтобы натворить беды.
Конструкция кантователя рамная, и нужно предусматривать, что на некоторые элементы будет воздействовать высокая механическая нагрузка. Устанавливаемый тигель с футеровочным слоем и контактными элементами весит не мало, да и ещё металл в жидком состоянии и шлак. Так что это тоже серьёзная штука.
↑ В начало
Сменный технологический тигель

Рисунок 2. Нагрев металла в тигле
при изготовлении заготовок для фланцев
Сменные тигли необходимо изготавливать нескольких типоразмеров, в зависимости от технологии и требований производства фланцев, переходов, колец, а также нужно учитывать дублирование. Это чтобы на долго не останавливать процесс производства.
Выполняется тигель из металлического листа и выкладывается, внутри, термостойким материалом. В нашем случае это будет магнезитовый кирпич, хотя внутреннюю футеровку можно производить и магнезитовым порошком, формируя тот внутренний объем, который необходим. Порошок магнезита также применяется и для реставрации и ремонта изношенных тиглей, поэтому в некоторых случаях применение магнезитового порошка вместо кирпича будет выглядеть более целесообразно и дешевле.
В нижней части тигля устанавливается контактное устройство и затравочный элемент. Эти детали изготавливаются конкретно для определённого тигля и при выходе из строя тигля, редко, в некоторых случаях эти элементы можно применить на другом тигле.
В литературе описывается много конструкций тиглей и круглые и квадратные и многоугольные. Конечно, самый оптимальный вариант — круглый, но хочу заметить, что и квадратные и многоугольные тигли по своим параметрам не отличаются друг от друга. Отличие только в процессе изготовления внешней металлической обечайки.
Рисунок 3. Магнезит
Тигель представляет собой многослойный пирог, и каждый слой должен выполнять свою (и немаловажную) роль.
Первый слой — это слой огнеупорного материала (как говорили выше), магнезитовый порошок, в котором связующим веществом является:
- жидкое стекло
- «молочко» бентонитовой глины (огнеупорной).
Из данного раствора формируется нужные параметры тигля, после чего нужно проводить сушку, или химическим или термическим способом.

Рисунок 3. Бентонит
Это и получится ёмкость в которой будет расплавляться и удерживаться жидкий металл.

Рисунок 4. Волокна асбеста
Второй слой желательно выложить (тоже огнеупорным материалом) листовым асбестом, толщиной 10-15 мм. Этот слой необходим для уменьшения нагрева внешнего слоя тигля. Лучше если использовать вместо второго слоя засыпку из вермикулита.
Третьим слоем является корпус тигля, который выполнен из листового металла, толщиной не менее 10 мм. Это основной слой — выполняет роль несущего каркаса.
↑ В начало
Защитный кожух
Защитный кожух — массивная металлическая конструкция, защищающая персонал, работающий на установке и всех окружающих (в аварийных ситуациях, а в основном — в процессе работы) от разлетающихся искр, капель жидкого металла и кусочков шлака. Нужно учитывать и тот вариант, что в процессе работы может произойти поломка узла или раскрытие формы. В связи с этим защита должна выдерживать и механические нагрузки, и термическое воздействие. Защитный кожух выполняется из довольно толстого металла, чтобы закрывалась вся рабочая часть формы, за исключением пространства для непосредственного слива металла, где и будет размещаться приёмная воронка. Конструктивные размеры полностью зависят от технологических потребностей производства (конечно в разумных пределах).
↑ В начало
Центробежная машина
Наиболее ответственный механизм, если не сказать самый главный. Ведь центробежная машина отвечает (вместе с системой управления) за приём расплавленного металла, удержание оборотов для правильной кристаллизации материала, разгон центробежного стола с формой и её останов.
Сам каркас располагается в металлическом кессоне (ниже нулевой отметки фундамента). В каркасе на распорках, устанавливается шпиндельный узел с системой смазки и охлаждения, последний как правило не используется в силу того, что достаточности естественного охлаждения.
Как показала практика, для передачи вращательного движения на шпиндельный узел достаточно ремённой передачи и электродвигателя. Ранее применялись электродвигатели постоянного тока (для плавного изменения оборотов и удержания их в определённых параметрах), но теперь всё больше и больше находят применение, для этих целей , асинхронные двигатели с управлением от частотных преобразователей. Управление установкой получается более гибким и тем самым расширяются технологические возможности установки.
↑ В начало
Колонна
Представляет собой сварную конструкцию, выполненную из металлического профиля определённого размера. Высота выбирается из расчёта потребностей производства и мощности установки, как правило высота варьируется в пределах 4-6 метров. На ней крепится так называемая поперечина с системой токоведущих элементов и замковым механизмом (для закрепления сменного технологического электрода).
В установке, при её работе, выделяется много тепловой энергии, и не только в зоне расплавления металла, но и на токоведущих шинах и элементах. Поэтому гибкие токоведущие элементы и контактную группу, целесообразно снабдить системой охлаждения.
↑ В начало
Оборудование управления
До относительно недавнего времени все оборудование управления сводилось к силовому трансформатору, комплекту регулирующих элементов (реле, пускатели, контакторы, электродвигатели и т.д.) и всё это между собой соединялось системой проводов и шинопроводов.
На сегодняшний момент на смену старым элементам и устройствам приходят новые, с совершенно иными возможностями. Теперь вместо нескольких громоздких шкафов все пускорегулирующие элементы располагаются в одном шкафу. Но наряду с этим оборудование получает новые технологические возможности. Так, сложные по конструкции и обслуживанию электродвигатели постоянного тока заменяются обычными асинхронными двигателями с управлением от частотных преобразователей.
Конечно, всего силового оборудования это не касается (к сожалению), силовой трансформатор, контактор как были, так и остаются, но даже этого изменения достаточно, чтобы почувствовать на сколько эти изменения влияют на производство и качество выпускаемой трубопроводной продукции.
↑ В начало
Система охлаждения
Для отведения излишнего тепла, выделяемого при работе литейной установки, используется система охлаждения. Схемы построения данных систем могут быть разными, остановимся на той которая зарекомендовала себя с хорошей стороны и служит не на одной установке уже длительное время.
В состав системы охлаждения входит накопительный бак, система трубопроводов с переключающими элементами и насос для перекачки хладагента (в нашем случае это техническая вода).
При включении силового трансформатора система охлаждения начинает работать, и насос прогоняет воду через трубопроводы к контактному и затравочному элементам на тигле, к обмоткам силового трансформатора, к гибким тоководам, установленным на поперечине установки. Ёмкость накопительного бака (чем больше, тем лучше) достаточно ограничить 12м³ при условии, что на установке стоит силовой трансформатор 400кВА. Но даже в этом случае необходимо следить за тем, чтобы в системе обязательно была вода и не допускать образования паровых пробок.
↑ В начало
Заключение
Ну, : «Как то так...».
Говорить и писать можно долго и нудно, забивая голову читателя техническими и технологическими оборотами. Такой цели не стоит. Вроде бы доходчиво, я очень надеюсь в этом, описал одну из моделей установки для электрошлакового переплава, при помощи которой можно изготавливать конкурентоспособные, не дорогие но очень качественные и нужные «детальки».
↑ В начало
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.