Допуски и посадки резьбовых крепежных изделий
Резьба болта под посадку с зазором
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Допуски и посадки резьбовых соединений следует выбирать исходя из конкретных условий эксплуатации соединяемых трубопроводных узлов.
Дата публикации: 26 марта 2011
Крепежные изделия с резьбовыми соединениями
В наше время резьбовые соединения, особенно как крепежные изделия, используются более чем в половине всех существующих механизмов и машин.
Многочисленность типов резьбовых соединений крепежных изделий вызвана многообразием условий их эксплуатации.
Крепежные резьбы применяют для разъёмных неподвижных соединений деталей трубопроводов. Основное назначение крепежных резьб – обеспечение прочности соединений и плотности (нераскрытия) стыка в процессе применения.
Общими требованиями являются
- полная взаимозаменяемость, т.е. обеспечение безусловной свинчиваемости деталей, образующих резьбовое соединение
- при их независимом изготовлении без подгонки или подбора, и
- надежное выполнение предписанных эксплуатационных функций.
Несмотря на значительные отличия типов резьбы, основные принципы взаимозаменяемости, а также системы допуска и посадки резьб крепежных изделий являются едиными. Поэтому в дальнейшем проблемы взаимозаменяемости резьбовых соединений рассмотрим применительно к крепежным метрическим резьбам.
Система допусков и посадок резьбовых соединений
Системой допусков и посадок деталей машин называют набор допусков и посадок, построенных закономерно на основе опыта, теоретических расчетов и экспериментов и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин. Оптимальные градации допусков и посадок являются основой стандартизации режущих инструментов и измерительных средств, обеспечивают достижение взаимозаменяемости изделий и их составных частей, обусловливают повышение качества продукции.
Основной принцип построения допусков и посадок на резьбовые соединения крепежных изделий
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
Диаметральные погрешности уменьшения наружной резьбы и погрешности увеличения – для диаметров внутренней резьбы не повлияют на свинчиваемость. Однако любая погрешность шага резьбы и угла профиля мешает свинчиванию крепежной детали.
В России стандартизованы:
- посадки с зазором (ГОСТ 16093–81, заменён межгосударственным ГОСТ 16093–2004 «Основные нормы взаимозаменяемости.Резьба метрическая. Допуски. Посадки с зазором»),
- переходные (ГОСТ 24834–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Переходные посадки»)
- с натягом (ГОСТ 4608–81 «Основные нормы взаимозаменяемости. Резьба метрическая. Посадки с натягом»).
Допуски резьбы с зазором
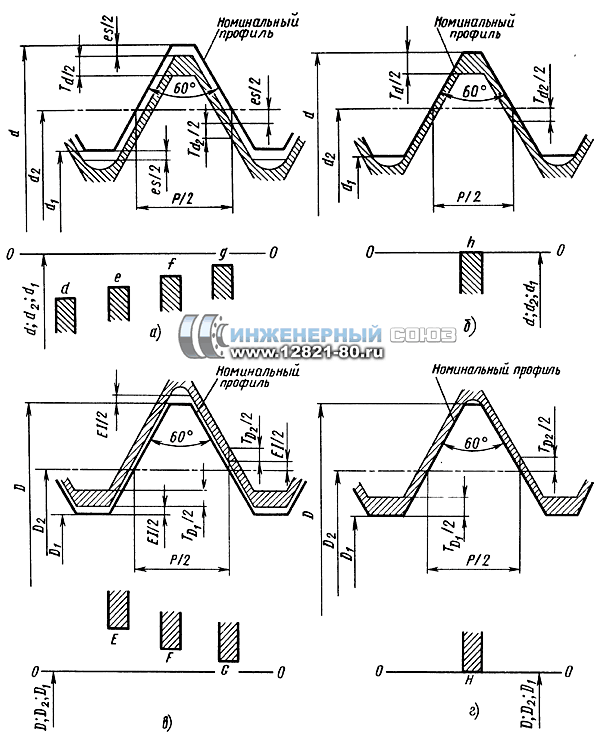
Рис. 1. Поля допусков метрической резьбы крепежа для посадок с зазором.
а, б - наружная резьба; в, г - внутренняя резьба;
d, e, f, g, (а); h (б); E, F, G (в); H (г) – основные отклонения
Наиболее распространена посадка с зазором, где номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на рис. 1. Отклонения (ГОСТ 16093-81) отсчитываются от линии номинального профиля резьбы перпендикулярно оси резьбы.
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Принят следующий дискретный ряд значений степени точности для диаметров болта и гайки: d = 4, 6, 8; d2 = 4, 6, 7, 8; D1 = 5, 6, 7; D2 = 4, 5, 6, 7. Допуски диаметров d1 и D не устанавливаются.
Расположение полей допусков диаметров резьбы относительно номинального профиля определяют ряды основных отклонений: верхние отклонения es для наружной резьбы шпилек и нижние отклонения EI для внутренней резьбы гаек.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит, кроме этого, ещё и от номинального диаметра резьбы). Стандартом описаны допуски среднего диаметра Тd2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD1 внутренней резьбы (рис. 1).
Обозначения полей допуска резьбы
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из значения точности (цифры) и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя: 1) обозначение поля допуска среднего диаметра, помещаемого на первом месте, и 2) обозначения поля допуска наружного диаметра для болтов (внутреннего – для гаек).
Примеры обозначения полей допусков:
- резьбы с крупным шагом: болт М10 — 6g, гайка М10 — 6Н;
- резьбы с мелким шагом: болт М10 X 1 — 6g; гайка М10 X 1 — 6Н.
Посадки крепежных изделий обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта, к примеру: М10 — 6H/6g и М10 X 1 — 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком * отмечены поля допусков предпочтительного применения):
| Крепежная деталь | Точный | Средний | Грубый |
| Болт или шпилька | 4h | 6h; 6g; 6e; 6d | 8h; 8g; |
| Гайка | 4H; 5H | 5H6H; 6H; 6G | 7H; 7G |
Допуски и посадки крепежной резьбы с натягом
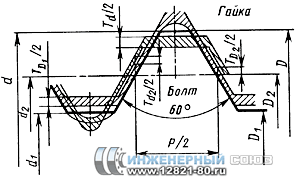
Рис. 2. Поля допусков диаметров
крепёжной резьбы с натягом
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках — за счет применения дополнительных элементов заклинивания:
- конического сбега,
- плоского бурта
- цилиндрической цапфы.
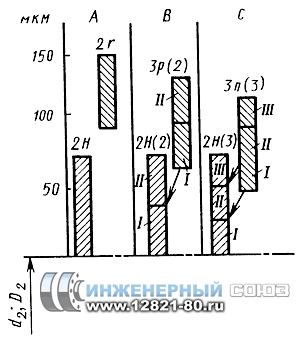
Рис. 3. Расположение полей допусков
среднего диаметра резьбы с натягом
М14 X 1,5.
Схема расположения полей допусков для посадок с натягом показана на рис. 2. По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На рис. 3, к примеру, представлены схемы расположения полей допусков среднего диаметра резьбы М14 X 1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами I, II, III.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. 1.1 (ГОСТ 4608—81).
Заключение
Таким образом, наиболее употребимой для крепежной резьбы фланцевых соединений является посадка с зазором: она предотвращает защемление резьбы по вершинам и впадинам витков. Для ответственных условий применяются резьбы с переходными посадками и посадками с натягом, которые обеспечивают неподвижность и прочность соединения.
Список литературы
- Иосилевич Г. Б., Строганов Г. Б., Шарловский Ю. В. Затяжка и стопорение резьбовых соединений.. – М. : Машиностроение, 1985. – 224 c.
- Гоулд Д., Микич М. Площади контакта и распределение давлений в болтовых соединениях // Конструирование и технология машиностроения. 1972. №3... – С. 99.
- Ретшер Ф. Детали машин : в 2-х томах.. – М. : Госмашметиздат. 1933-1934г..
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.