Предварительная затяжка шпилек для фланцевых соединений

Шпильки для фланцевых соединений в лотке, покрытые пленкой минерального масла
Неправильная затяжка шпилек фланцевых соединений на трубопроводах высокого давления приводит к осевому смещению уплотняемой поверхности фланца. Применение методов последовательной затяжки фланцевого крепежа обеспечивает равномерность обжима стальной уплотнительной прокладки, а следовательно, надёжность и герметичность всего фланцевого соединения.
Дата публикации: 8 февраля 2011
Содержание
Требования к предварительному нагружению крепежных изделий для фланцев
Затяжка крепежа приложением крутящего момента
Затяжка крепежных деталей приложением осевых усилий к стержню болта или шпильки
Последовательность затяжки крепежных изделий в фланцевом соединении
Последовательное уменьшение силы затяжки фланцевого крепежа
Режимы нагружения шпилек фланцевого соединения
Единовременный режим затяжки фланцевого крепежа
Групповые методы затяжки шпилек или болтов фланцевых соединений
Расчет режимов затяжки фланцевых шпилек и гаек
Требования к предварительному нагружению крепежных изделий для фланцев
Предварительное нагружение (затяжка) крепёжных деталей необходимо для обеспечения герметичности уплотнительного фланцевого соединения в рабочих условиях.
Для герметизации узлов трубопроводов высокого давления, в основном применяют шпильки для фланцевых соединений, изготавливаемые по ГОСТ 9066-75.
Широкому использованию затворов с этими крепежными деталями способствовало следующее: простота и технологичность в изготовлении; надёжные методы расчета и проектирования; многолетние традиции проектирования и изготовления СВД. Недостатки этих затворов —высокая трудоемкость переборок, связанная с длительностью завинчивания соединяемых резьбовых деталей, а также трудность механизации и автоматизации процесса сборки и разборки затвора из-за большого числа шпилек. Стремление к снижению трудоёмкости процесса переборок и его механизации привело к созданию большого многообразия конструкций специальных устройств для предварительного нагружения (затяжки) шпилек или болтов и гаек.
В процессе затяжки все стальные крепежные детали (шпильки, болты, гайки, шайбы) должны быть нагружены заданным усилием затяжки. При этом усилие должно быть равномерно распределено на все крепежные изделия. При соблюдении данных условий обеспечивается равномерное распределение контактного давления по всей уплотнительной поверхности соединения и шпильки гарантированно защищены от перегрузки.
Применяемые в настоящее время, способы предварительного нагружения крепежных деталей подразделяют на три типа:
- затяжка приложением ударно-вращательных импульсов к гайке;
- затяжка приложением крутящего момента к гайке;
- затяжка приложением осевых усилий к стержню шпильки.
Наиболее широко распространены два последних способа.
↑ В начало
Затяжка крепежа приложением крутящего момента
Основные преимущества способа затяжки крепежных деталей приложением крутящего момента заключаются в его универсальности, простоте и высокой производительности. Недостатки — довольно низкий КПД (лишь 10% всей затрачиваемой на затяжку резьбового соединения работы приходится на создание осевой силы) и возникновение в процессе затяжки в шпильке напряжений кручения, снижающих несущую способность резьбовых соединений.
При затяжке соединения момент Мкр, прикладываемый к гайке, расходуется на преодоление трения торца гайки о неподвижную опорную поверхность соединительных деталей трубопровода и трения контактирующих поверхностей витко врезьбы гайки и шпильки:
Мкр = Мт + Мр, (1)
где Мт — момент трения торца гайки о неподвижную опорную поверхность соединяемых деталей; Мр - крутящий момент в резьбе;
Мт = fТQ3RТ, (2)
где fТ — коэффициент трения на торце гайки; Q3 - усилие затяжки; RT - условный радиус трения гайки;
RT = (1/3)(DГ3 - dшб3) / (DГ2 - dшб2), (3)
где DT — диаметр наружной опорной поверхности гайки; dшб - внутренний диаметр шайбы. Крутящий момент в резьбе
Mp = Q3(P / 2π + fpd2 / 2), (4)
где Р — шаг резьбы; fр — коэффициент трения в резьбе; d2 — средний диаметр резьбы. Для резьбовых соединений при смазывании контактирующих поверхностей индустриальным маслом и отсутствии на них электролитических покрытий fТ = 0,12, fp = 0,20.
↑ В начало
Затяжка крепежных деталей приложением осевых усилий к стержню болта или шпильки
От недостатков рассмотренного способа свободен способ затяжки резьбовых соединений приложением осевых усилий к стержню шпильки. Метод заключается в растяжении стержня шпильки специальным устройством (гидродомкратом)с последующим свободным завинчиванием гайки для фиксации стержня шпильки в растянутом состоянии.
Особенность метода состоит в том, что после довертывания гайки без приложения крутящего момента ненагруженными остаются элементы соединения: резьба соединения шпилька — гайка и микронеровности сопряжений гайка — шайба и шайба — фланец. Вследствие этого после снятия растягивающей шпильку нагрузки происходит нагружение этих элементов и их деформация, в результате которой уменьшается остаточное усилие затяжки.
↑ В начало
Измерение степени уменьшения усилия в шпильке при помощи коэффициента разгрузки
Степень уменьшения усилия в шпильке оценивают коэффициентом разгрузки. Коэффициент разгрузки шпилек учитывает уменьшение усилия в шпильках при переносе нагрузки на основную гайку после снятия нагрузки нагружающего устройства и равен отношению усилия, растягивающего шпильку, к остаточному усилию в ней.
↑ В начало
Последовательность затяжки крепежных изделий в фланцевом соединении
В связи с тем, что при затяжке фланцевого соединения практически нагружается одновременно лишь одна или несколько шпилек (группа шпилек) то необходимо соблюдать определенную последовательность при затяжке каждой шпильки или отдельных групп одновременно затягиваемых шпилек. Соблюдение определенной последовательности при затяжке шпилек обусловлено особенностями затяжки группового резьбового соединения, которые состоят в следующем. Затяжка шпилек фланцевых соединений на трубопроводах высокого давления приводит к осевому смещению уплотняемой поверхности фланца или заглушки вследствие уменьшения линейных размеров уплотнительного кольца в осевомирадиальном направлениях, деформации микронеровностей контактирующих поверхностей, к сжатию материалов фланца корпуса сосуда и крышки в зоне уплотнительных поверхностей и к другим деформациям. В результате этих деформаций происходит осевое перемещение плоскости крышки, на которую опираются гайки основного крепежа.
↑ В начало
Последовательное уменьшение силы затяжки фланцевого крепежа
Плоскость фланца или заглушки фланцевой перемещается при затяжке каждой отдельной шпильки или группы шпилек вследствие дополнительной деформации кольцевой уплотнительной фланцевой прокладки при появлении дополнительной нагрузки от вновь нагруженных шпилек. Вследствие этого при затяжке последующих шпилек происходит разгрузка шпилек, затянутых ранее, так как степень их осевой деформации уменьшается на величину очередного осевого перемещения крышки. Величина разгрузки, т.е. уменьшение осевого усилия в стержне шпильки, зависит от соотношения осевых податливостей стягиваемых деталей (уплотнительного кольца, крышки) и шпилек(стержень шпильки, резьба).
Таким образом, текущее усилие нагружения каждой шпильки или группы шпилек должно быть больше усилия, которое данная шпилька или группа шпилек воспринимает в конце процесса затяжки. Текущее значение усилия нагружения следует выбирать так, чтобы после затяжки последней шпильки или группы шпилек расчетным усилием затяжки все остальные шпильки, затянутые ранее соответствующим усилием, превышающим расчетное, разгрузились до расчетного усилия затяжки. В результате должна быть обеспечена заданная равномерная нагрузка на всех шпильках.
Следовательно, понятие "силовой режим затяжки" предусматривает выбор текущих значений усилий нагружения, которые в определенной последовательности прикладывают к каждой нагружаемой группе шпилек за один или несколько следующих один за другим циклов нагружения (обходов)с целью обеспечения равномерного нагружения всех шпилек соединения расчетным усилием затяжки.
↑ В начало
Режимы нагружения шпилек фланцевого соединения
Режимы нагружения шпилек фланцевого соединения подразделяют на
- единовременный и
- групповой.
↑ В начало
Единовременный режим затяжки фланцевого крепежа
Наиболее быстрым, надежным и идеальным с точки зрения обеспечения точности и равномерности нагружения является метод единовременной затяжки всех шпилек соединения. При этом все шпильки соединения нагружаются одновременно усилиями равных текущих значений.
↑ В начало
Групповые методы затяжки шпилек или болтов фланцевых соединений
При невозможности создания единовременного режима нагружения используют групповые режимы. При групповом режиме затяжки все шпильки затворов делят на группы одновременно затягиваемых шпилек. Группы шпилек должны быть равномерно распределены по периметру болтовой окружности. Число шпилек в группе должно быть кратно общему числу шпилек фланцевого соединения.
Групповой режим затяжки может быть
- однообходным и
- многообходным.
↑ В начало
Групповой однообходный режим затяжки крепежных изделий фланцевого соединения
При однообходном режиме нагрузку прикладывают последовательно к каждой группе одновременно затягиваемых шпилек только один раз. При этом нагрузка на шпильки каждой группы изменяется от максимальной (для первой группы) до расчетного усилия затяжки (для последней группы). Преимущество такого режима затяжки: сравнительно малая продолжительность процесса затяжки шпилек, а так же более высокая точность нагружения (по сравнению с многообходным режимом), вследствие большого числа обходов и связанных с этим погрешностей нагружения. Основной недостаток — относительно большое усилие нагружения шпилек первой группы по сравнению с усилием нагружения последней группы (нередко различаются в 8-10 раз).
В связи с указанными недостатками препятствием для использования однообходного режима затяжки могут являться:
- недостаточная мощность нагружающего устройства;
- недостаточная прочность монтажного хвостовика шпильки, которая должна соответствовать усилию нагружения шпилек первой группы.
Групповой многообходный режим затяжки фланцевых шпилек с гайками
В таком случае применяют многообходный режим групповой затяжки. Этот режим заключается в проведении нескольких, следующих последовательно один за другим обходов нагружения шпилек всех групп соединения. Усилие нагружения шпилек при этих обходах зависит от принятого варианта многообходного режима затяжки. Наиболее распространенный вариант многообходного режима затяжки - пообходно-уравнительный.
↑ В начало
Расчет режимов затяжки фланцевых шпилек и гаек
Расчет режимов затяжки шпилек. Единовременный режим затяжки шпилек представляет собой частный случай однообходного группового режима затяжки, при котором число групп шпилек n=1, т.е. все шпильки фланца нагружают одновременно. При однообходном режиме затяжки шпилек текущее усилие нагружения очередной группы шпилек (РД26-01-122-89)
 , (5)
, (5)
где Kz 1 - коэффициент разгрузки шпилек соответствующей группы; Qn - окончательная сила затяжки шпилек последней группы; n = m/i —число групп шпилек в затворе; m — число шпилек в затворе; i — число одновременно действующих нагружающих устройств (гидродомкратов); z —порядковый номер нагружаемой группыш пилек затвора. Окончательная сила Qn, приходящаяся на одну группу шпилек в конце процесса затяжки,
Qn = Q3/n, (6)
где Q3 — суммарная сила затяжки всех шпилек затвора.
Коэффициент относительной податливости уплотнительной прокладки
α=λ0 / λШ(Q), (7)
где
λ0 и λШ(Q) - осевые податливости уплотнительной прокладки и группы шпилек. Текущее значение силы нагружения одной шпильки соответствующей группы
Qz = Qz / i. (8)
Текущее значение силы нагружения одной шпильки первой группы Q'z=1 сравнивают с допускаемой нагрузкой на одну шпильку [Q']; при этом должно соблюдаться условие
Q'z=1 ≤ [Q'] (9)
Допускаемую нагрузку на одну шпильку [Q'] принимают равной меньшему из двух значений:
1. из условия обеспечения прочности монтажного участка резьбы шпильки
[Q'] ≤ 0,8 σ20ТШFШ, (10)
где σ20ТШ - предел текучести материала шпильки при температуре 20°С; FШ -площадь поперечного сечения монтажного участка шпильки;
2. или по рабочему усилию нагружающего устройства (гидродомкрата)
[Q'] ≤ Qн.у.. (11)
Если не выполняется условие (9), то необходимо рассчитать пообходно-уравнительный режим затяжки шпилек, причем текущее значение усилия нагружения очередной группы шпилек при соответствующем обходе
![Q_{z(N)} = delim{[}{Q}{]} delim{lbrace}{ 1 ~ - ~ {(z-1)(n-1)^{N-1} alpha^N}/{(1 + (n-1)alpha)^{N-1} (1 + n alpha)} }{rbrace}](/images/tech/85/math_963.5_091138e27d9a8626a48beb6764b352ec.png "Q_{z(N)} = delim{[}{Q}{]} delim{lbrace}{ 1 ~ - ~ {(z-1)(n-1)^{N-1} alpha^N}/{(1 + (n-1)alpha)^{N-1} (1 + n alpha)} }{rbrace}") , (12)
, (12)
где [Q] - допустимая нагрузка на группу шпилек; N - порядковый номер обхода;
[Q] = i [Q']. (13)
Необходимое число обходов
![M = { ln delim{lbrace}{{ (1 - {K_z2 Q_n}/{delim{[}{Q}{]}} )(1 + n alpha) }/{ 1 + (n-1)alpha }}{rbrace} } / { ln delim{lbrace}{{ (n-1)alpha }/{ 1 + (n-1)alpha }}{rbrace} }](/images/tech/85/math_949_115e413a720b99e5b7529cf4744c889f.png "M = { ln delim{lbrace}{{ (1 - {K_z2 Q_n}/{delim{[}{Q}{]}} )(1 + n alpha) }/{ 1 + (n-1)alpha }}{rbrace} } / { ln delim{lbrace}{{ (n-1)alpha }/{ 1 + (n-1)alpha }}{rbrace} }") (14)
(14)
где Kz2 - коэффициент разгрузки шпилек при пообходно-уравнительном режиме затяжки.
↑ В начало
Коэффициент разгрузки шпилек для фланцевых соединений
Различие коэффициента разгрузки фланцевого крепежа для уплотнительных прокладок различного сечения
Максимальные значения коэффициента Кn разгрузки шпилек при однообходном режиме затяжки (первой группы крепежа) для уплотнительного кольца соответствующего типа приведены в таблице ниже.
| Вид сечения стальной прокладки | Максимальное значение Kn |
| прокладка двухконусная | 1,4 |
| прокладка треугольного сечения | 1,45 |
| прокладка восьмиугольного сечения | 1,38 |
| прокладка плоская | 1,4 |
↑ В начало
Различие коэффициента разгрузки по группам затяжки крепежа
Коэффициент разгрузки шпилек зависит от соотношения осевых податливостей деталей фланцевого соединения (либо затворов сосудов и аппаратов с фланцами). В связи с тем, что податливость микронеровностей зависит от нагрузки, а микронеровности есть как в резьбовых соединениях, так и в узлах уплотнения, то, следовательно, и осевые податливости резьбовых соединений и узлов уплотнения зависят от нагрузки.
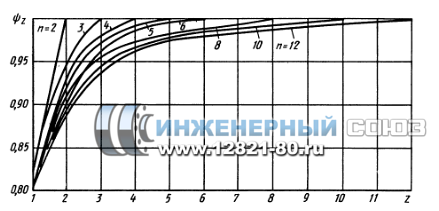
Рис. 1. Зависимость коэффициента ψz от
числа n групп и порядкового номера z группы
для фланцевого соединения
со стальной уплотнительной прокладкой
в виде двухконусного кольца.
С увеличением нагрузки осевые податливости фланцевых деталей уменьшаются, а следовательно, уменьшается и коэффициент разгрузки шпилек. В связи с этим коэффициенты разгрузки шпилек разных групп соединения различны.
Для первой группы шпилек, которую нагружают максимальной нагрузкой, коэффициент разгрузки минимален; для последней группы шпилек коэффициент разгрузки максимален.
Коэффициент разгрузки для группы шпилек соответствующего порядкового номера
Kz = ψzКn, (15)
где ψz — коэффициент, зависящий от типа уплотнительного кольца, числа групп шпилек в фланцевом соединении и порядкового номера группы (рис.6.35,6.36).
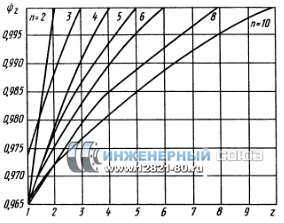
Рис. 1. Зависимость коэффициента ψz от
числа n групп и порядкового номера z группы
для фланцевого соединения
со стальной уплотнительной прокладкой
треугольного сечения.
Для затворов с уплотнительным кольцом восьмиугольного сечения и с плоской металлической прокладкой принимают
ψz = 1, так как разность усилий нагружения групп шпилек невелика и, следовательно, коэффициент разгрузки практически постоянен и равен максимальном узначению Кn. Коэффициент разгрузки шпилек для первого обхода при пообходно-уравнительном режиме затяжки определяют, как и для однообходного режима затяжки. При последующих обходах коэффициент разгрузки для каждой группы шпилек принимают равным коэффициенту разгрузки для последней группы шпилек первого обхода. Если нагружающее устройство (гидродомкрат)снабжено механизмом для завинчивания гаек с контролем крутящего момента, то при растянутой шпильке этот момент определяют по эмпирической формуле
MKpz = 7,7•106 Fшdp, (16)
где MKpz - крутящий момент, H·м; Fш - площадь сечения шпильки, м2; dp - диаметр резьбы крепежного изделия, м.
При этом коэффициент разгрузки шпилек (болтов)
KzM = 0,85 (Kz - 1) + 1. (17)
↑ В начало
Заключение
Применение рассмотренных методов последовательной затяжки фланцевого крепежа обеспечивает равномерность обжима уплотнительной прокладки, а следовательно, надежность и герметичность фланцевого соединения.
↑ В начало
Список литературы
- Бояршинов С. В. Основы строительной механики машин.. – М. : Машиностроение, 1973. – 456 c.
- Герметичность неподвижных соединений гидравлических систем / В. Г. Бабкин, А. А. Зайченко, В. В. Александров и др... – М. : Машиностроение, 1977. – 120 c.
Получив доступ к данной странице, Вы автоматически принимаете Пользовательское соглашение.